一、规格:100×100----3000×8000mm
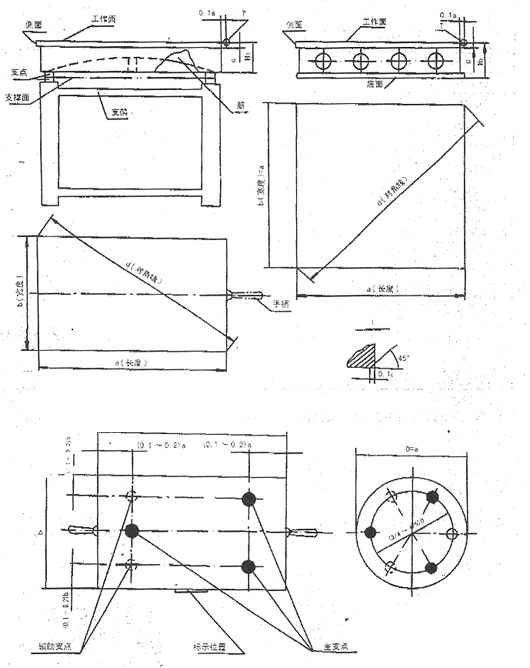
二、用途:适用于各种检验工作,精密测量用的基础平面,用于机床、机械、检验测量基准,检查零件的尺寸,精度和形位偏差并作精密划线。
三、材质与处理:材质HT20-40 硬度170-241
四、精度:按1980年国家颁发的规程。规定公差基数。
级别:0、1、2、3级。0级≥25点 1级≥25点 2级≥20点 3级≥12点。
五、使用与维护
1.使用前用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。
2.温度变化会使测量产生误差,应在20±5 0 C范围内使用。
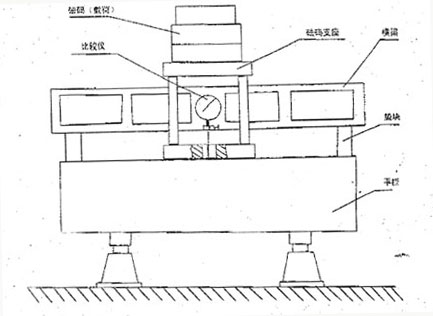
3.使用时用水平仪调整到水平,使支点均匀分布各支点上。
4.用时小心、严防碰撞。
5.用完后擦净,涂无水酸性的防锈油,覆盖防潮纸,置于清洁干燥处存放。
六、周检期:最长周检期一年。
附表:精度误差表(微米)
| 尺寸(mm) |
0级 |
1级 |
2级 |
3级 |
| 100×100 |
6 |
12 |
24 |
|
| 200×200 |
6 |
12 |
24 |
|
| 200×300 |
7 |
12.5 |
25 |
|
| 300×300 |
7 |
13 |
26 |
|
| 300×400 |
7 |
14 |
28 |
|
| 400×400 |
7 |
14 |
28 |
|
| 450×600 |
8 |
16 |
32 |
80 |
| 500×800 |
8 |
18 |
36 |
90 |
| 750×1000 |
10 |
20 |
40 |
100 |
| 1000×1500 |
12 |
25 |
50 |
125 |
| 1500×200 |
|
30 |
60 |
150 |
| 1500×300 |
|
|
90 |
180 |
| 2000×3000 |
|
|
|
200 |
| ...... |
|
|
|
...... |
|